
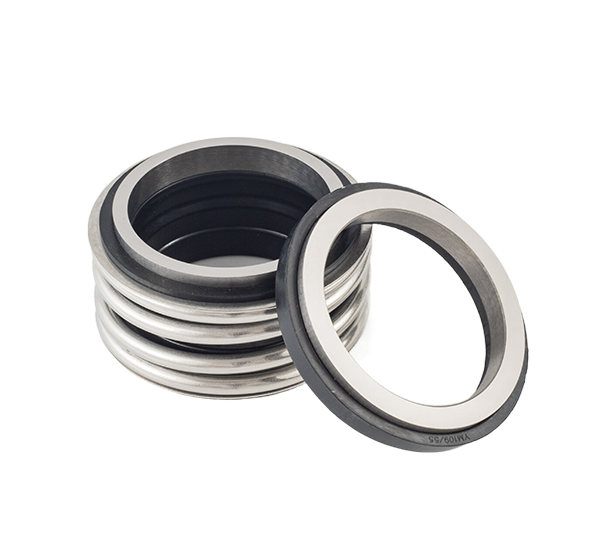







三、機械密封維修-動環和靜環端面的研磨
1、動環拆下后,經磨削加工,先進行粗研,后進行精研,有條件可進行拋光。
2、粗磨時,選用80~160#粒度的磨料,先磨去加工痕跡。然后可以用160#以上磨料進行精磨,使光亮度到達規劃需求。硬質合金或陶瓷動環精磨后需求用拋光機拋光。拋光機的力度可以選用M28~M5的碳化硼。拋光后到達鏡面。陶瓷環可以用M5的瑪瑙粉精磨后,用氧化鉻拋光。
3、石墨填充聚四氟乙烯的靜環,因為資料軟,可以用火油、汽油或清水精研,不需加研磨劑。在跑合過程中還可自研,故光亮度需求不是太高。
4、研磨的辦法,有研磨機的可在研磨機上研磨,沒有研磨機的可在平板玻璃上選用8字形的手藝研磨辦法。
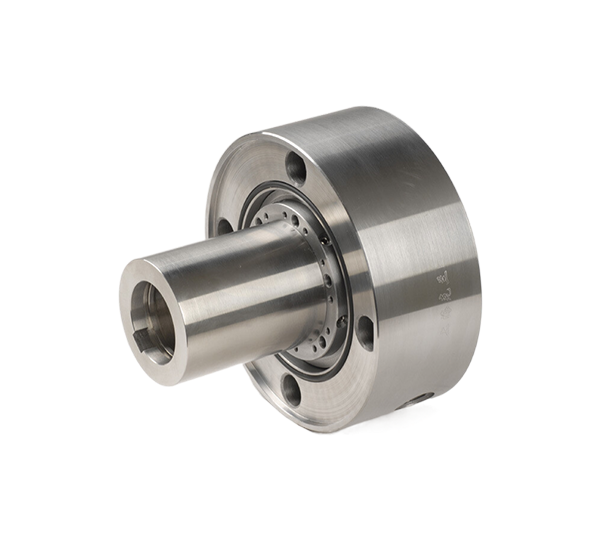
四、機械密封維修-軸套檢查
軸套的維修拆下后檢查銹蝕和磨損的狀況,倘若銹蝕或磨損得對比細微,可以用細砂紙打光再用,倘若銹蝕或磨損的嚴峻可以選用處理后電鍍的辦法或換新軸套。
五、機械密封維修-密封圈
密封圈通過一段使用時間后,大都狀況下失掉彈性或老化,一般而言狀況下需求替換新圈。
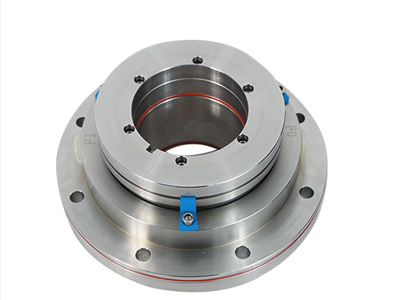
六、機械密封維修-繃簧
1、倘若繃簧銹蝕的不嚴峻,能堅持原有彈性,可不替換。若銹蝕的對比嚴峻或彈性減小的許多,則需求替換新繃簧。
2、對有拼接盒的機械密封,要將盒整理潔凈,并檢查凹槽是否磨損或變形,以便進行校對修正,從頭開槽或替換。
3、機械密封件修正今后,從頭進行拼接,拼接后相同進行壓力實驗,接著再投進正常使用。