






集裝機(jī)械密封的檢修工藝主要有以下個(gè)方面:
械密封檢修規(guī)程是什么")
一.集裝機(jī)械密封的清掃與檢查
集裝機(jī)械密封的工作原理要求集裝機(jī)械密封內(nèi)部無(wú)任何雜質(zhì)。
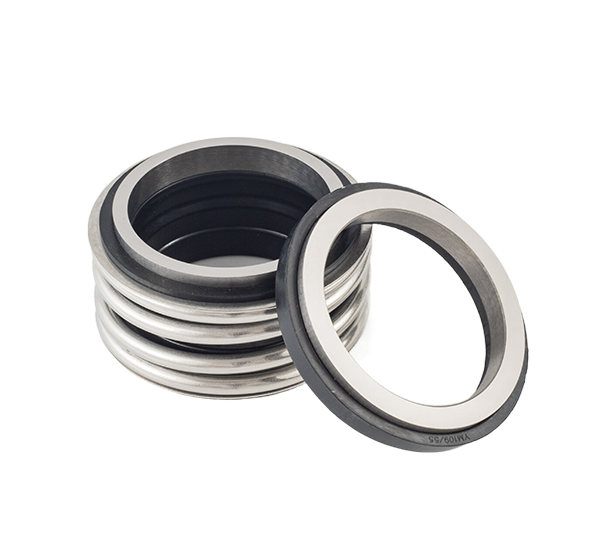
在組裝集裝機(jī)械密封前要徹底清掃動(dòng)環(huán)、靜環(huán)、軸套等部件。重點(diǎn)檢查:
1、動(dòng)靜環(huán)表面是否存在劃痕、裂紋等缺陷,這些缺陷存在會(huì)造成集裝機(jī)械密封嚴(yán)重漏泄。有條件的可以用專(zhuān)用工具檢查密封面是否平整,密封面不平整,壓力水會(huì)進(jìn)入組裝后集裝機(jī)械密封的動(dòng)靜環(huán)密封面,將動(dòng)靜環(huán)分開(kāi),集裝機(jī)械密封失效。必要時(shí)可以制作工裝在組裝前水壓試驗(yàn)。
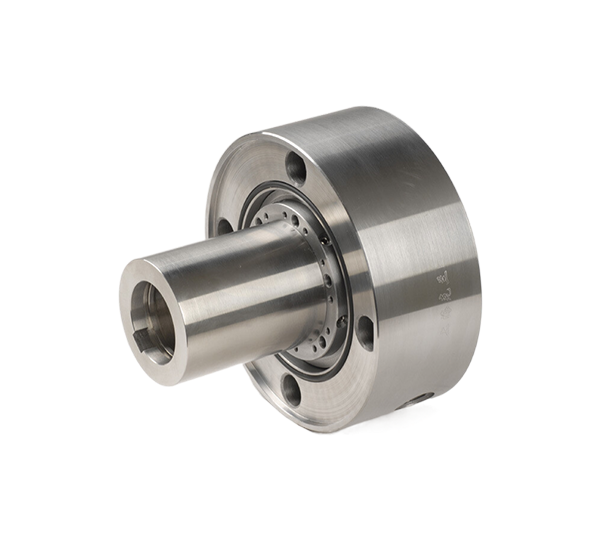
2、檢查動(dòng)靜環(huán)座是否存在影響密封的缺陷。如動(dòng)靜環(huán)座與動(dòng)靜環(huán)密封膠圈配合表面是否存在傷痕等缺陷。
3、檢查集裝機(jī)械密封補(bǔ)償彈簧是否損壞及變形,倔強(qiáng)系數(shù)是否變化。
4、檢查密封軸套是否存在毛刺、溝痕等缺陷。
5、清掃檢查所有密封膠圈是否存在裂紋、氣孔等缺陷,測(cè)量膠圈直徑是否在工差范圍內(nèi)。
6、具有泵送機(jī)構(gòu)的集裝機(jī)械密封還要檢查螺旋泵的螺旋線是否存在裂紋、斷線等缺陷。
二.集裝機(jī)械密封組裝技術(shù)尺寸校核
集裝機(jī)械密封檢修工藝較為復(fù)雜,要保證組裝后的集裝機(jī)械密封無(wú)漏泄,集裝機(jī)械密封技術(shù)尺寸的校核必不可少。
1、測(cè)量動(dòng)環(huán)、靜環(huán)密封面的尺寸。這項(xiàng)數(shù)據(jù)是用來(lái)驗(yàn)證動(dòng)靜環(huán)的徑向?qū)挾龋?dāng)選用不同的摩擦材料時(shí),硬材料摩擦面徑向?qū)挾葢?yīng)比軟的大1-3mm,否則易造成硬材料端面的棱角嵌入軟材料的端面上去。
2、檢查動(dòng)環(huán)、靜環(huán)與軸或軸套的間隙,靜環(huán)的內(nèi)徑一般比軸徑大1~2mm,對(duì)于動(dòng)環(huán),為保證浮動(dòng)性,內(nèi)徑比軸徑大0.5~1mm,用以補(bǔ)償軸的振動(dòng)與偏斜,但間隙不能太大,否則會(huì)使動(dòng)環(huán)密封圈卡入而造成集裝機(jī)械密封機(jī)能的破壞。
3、集裝機(jī)械密封緊力的校核。我們通常講的集裝機(jī)械密封緊力也就是端面比壓,端面比壓要合適,過(guò)大將使集裝機(jī)械密封摩擦面發(fā)熱,加速端面磨損,增加摩擦功率;過(guò)小容易漏泄。端面比壓是在集裝機(jī)械密封設(shè)計(jì)時(shí)確定的,我們?cè)诮M裝時(shí)只能靠測(cè)量集裝機(jī)械密封緊力來(lái)確定。通常情況的測(cè)量方法使測(cè)量安裝好的靜環(huán)端面至壓蓋端面的垂直距離,在測(cè)量動(dòng)環(huán)端面至壓蓋端面的垂直距離,兩者的差極為集裝機(jī)械密封的緊力。
4、測(cè)量補(bǔ)償彈簧的長(zhǎng)度是否發(fā)生變化。彈簧性能的發(fā)生變化將會(huì)直接影響集裝機(jī)械密封端面比壓。一般情況下彈簧在長(zhǎng)時(shí)間運(yùn)行后長(zhǎng)度會(huì)縮短,補(bǔ)償彈簧在動(dòng)環(huán)上的集裝機(jī)械密封還會(huì)因?yàn)殡x心力的原因而變形。
5、測(cè)量靜環(huán)防轉(zhuǎn)銷(xiāo)子的長(zhǎng)度及銷(xiāo)孔深度,防止銷(xiāo)子過(guò)長(zhǎng)靜環(huán)不能組裝到位。這種情況出現(xiàn)會(huì)損壞集裝機(jī)械密封。