






機械密封安裝使用說明
機械密封是精密的軸封部件,必須正確安裝,正確使用,才能充分發揮機械密封的特長,實現密封功能,保證其安全可靠的運轉。
1、安裝前的準備
1)、安裝機械密封前,必須保證相關設備、系統均已停用和處于非工作狀態,并且已達到環境溫度和常壓,了解設備內的殘液對人員的傷害程度,以便采取必要的安全措施,以保證機械密封安裝過程中的人身安全。
2)、安裝前將機封組件清洗干凈.并且在軸表面上涂抹一些機油或黃油均可,防止安裝時非金屬元件(如橡膠O形圈)被損傷。 特別注意的是:乙丙材料的橡膠圈不能與油或脂接觸,此時,推薦使用水或硅油進行清洗和潤滑。
3)、與機械密封接觸的零件表面粗糙度不大于Ra3.2, 密封圈通過的部位應有光滑的過渡倒角,軸肩倒角為3×10°或倒圓,端蓋倒角為2~2.5×20°。
(如圖)

4)、單級泵軸徑向跳動不大于0.05mm、多級泵軸徑向跳動不大于0.05-0.085mm。
5)、軸端跳動小于0.1mm.(如圖1)
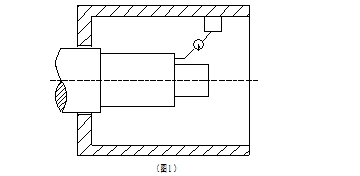
6)、密封腔止口端面與軸的垂直度小于0.1mm.(如圖2)

7)、泵軸軸向串動量不大于±1mm.(特殊要求按實際設計)
2、安裝順序:
1)、在安裝前,建議做以下檢查: ①.檢查機械密封軸套的長度、內徑,也可與換下的舊機械密封的尺寸作比較,也可采用機械密封與軸試裝方法檢查軸套。 ②.檢查密封腔和機械密封的配合尺寸以及螺釘連接尺寸。檢查完畢相關的尺寸,準確無誤以后再進行安裝。
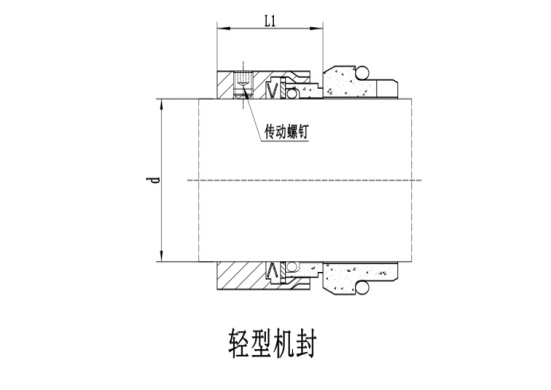
2)、對于散裝式輕型機封,在安裝時需確保機封工作長度尺寸符合設計要求(圖示尺寸L1),不同型號規格機封工作長度尺寸請查閱公司樣本對應型號規格。在確定工作長度后,把動組件傳動螺釘緊固在泵軸相應位置上,然后把靜環安裝在壓蓋上,扣上壓蓋,擰緊壓蓋螺釘。
3)、對于剖裝式機械密封,由于結構或安裝位置等原因的限制無法集裝為一體的密封,在安裝時,需確保機封的軸向定位尺寸符合設計要求(圖示尺寸L1),不同型號規格定位尺寸數值請查閱本機封包裝箱內隨機裝配尺寸圖和樣本。在確定L1尺寸符合要求后安裝相應部件,再安裝其余部件,最后均勻鎖緊壓蓋螺釘。

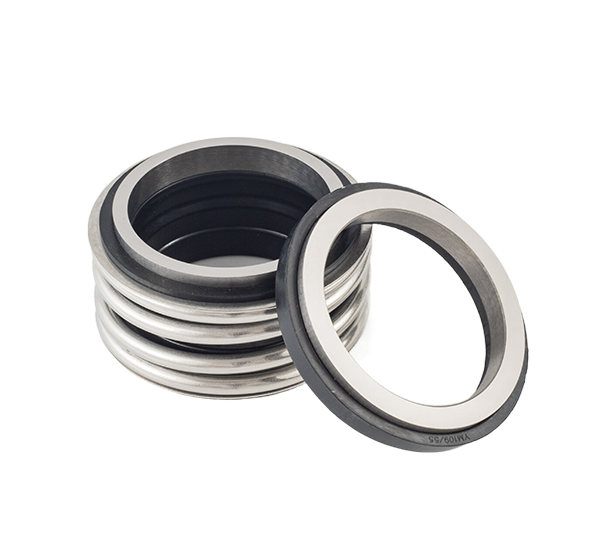
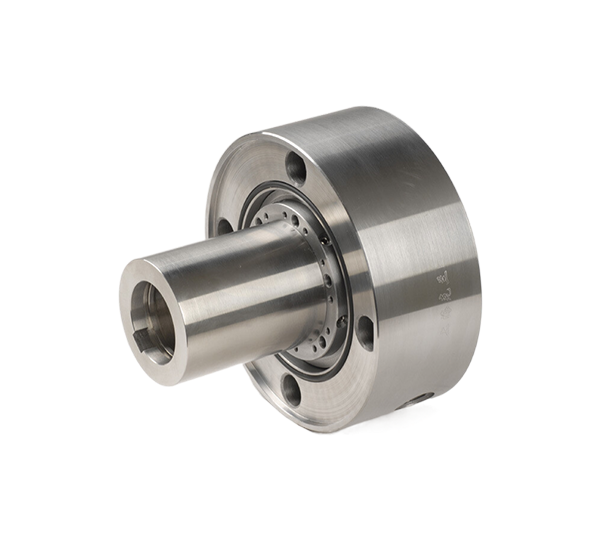
4)、對于集裝式機械密封(圖示),在出廠組裝時已把機封所有零部件集裝為一體,在安裝時不需要再對機封做其他調整,把機封軸套直接套在泵軸上,鎖緊壓蓋螺釘,緊固傳動螺釘或鎖緊機構螺釘,再拆除定位塊或限位裝置,安裝完畢。

5)、在安裝過程中必須小心仔細,不可用強力,不可敲擊。在緊固壓蓋螺釘時,應每組螺釘均勻用力。安裝完畢以后,需進行靜壓試驗,機械密封如有泄漏,應拆卸查找原因,排除泄漏故障以后方可繼續后續安裝。
6)、在安裝有旋向要求的機封時,必須確認主機軸的旋轉方向同機封要求的方向相同,以確保機封安裝后正常運行。
3、 運行:
泵起動前,先打開沖洗或冷卻系統,確保該系統正常運行。然后進行安全檢查,再盤車檢查,盤動旋轉軸無異后,啟動運行。
4、 輔助設施的要求
1)、冷卻水的壓力不宜過大,一般情況不高于0.3MPa,能自然流動即可。
2)、高壓沖洗水的壓力應比密封腔的工作壓力高0.1~0.2MPa,流量0.5L/S左右。
3)、對于有壓雙端面機械密封,封液壓力應高于密封腔的工作壓力0.1~0.2Mpa。
4)、每次待沖洗水或冷卻水開啟五分鐘后,再啟動設備。停止設備運行五分鐘后再停沖洗水或冷卻水。不允許在沒有沖洗水或冷卻水狀態下運行或試車,以免干摩擦運行損壞機封。